HƯỚNG DẪN TẬP LỆNH G-CODE MÁY ĐỘT NISSHINBO
Hướng dẫn sử dụng lệnh Gcode máy đột Nisshibo
Máy đột Nishibo có 11 mã lệnh Gcode: G01, G02, G03, G05, G10, G11, G71, G73, G74, G80 và G81.
Ngoài ra cấu trúc lệnh của phần mềm Nisshibo TP controller còn hỗ trợ 1 số lệnh rút gọn như X, Y, T
G01
- Cấu trúc lệnh: G01 X[số] Y [số] T[số] C[số]
Ví dụ: G01 X100 Y200
Trong đó:
X, Y là tọa độ theo trục X,Y bàn máy phải di chuyển đến
- Chức năng: Di chuyển bàn máy đến vị trí X,Y không thực hiện đột
G02
- Cấu trúc lệnh: G02 X[số] Y[số]
Ví dụ: G02 X100 Y50
- Chức năng: di chuyển bàn máy đến vị trí X,Y sau đó thực hiện đột
G03
- Cấu trúc lệnh: G03
- Chức năng: Kết thúc chương trình gia công
G05
- Cấu trúc lệnh: G05
- Chức năng: Về vị trí kẹp phôi
G10
- Cấu trúc lệnh: G10 X[số] Y[số]
Ví dụ: G10 X-400 Y0
- Chức năng: dịch phôi tự động khi kích thước phôi lớn hơn khổ máy
Ví dụ: Tôn có độ dài theo chiều X là 1400 trong đó khổ máy chỉ là 1000, nếu máy hỗ trợ phần cứng dịch phôi thì ta có thể sử dụng lệnh: G10 X-400 Y0 để dịch phôi. Sau đó có thể thực hiện các lệnh đột tại vị trí X > 1000 ví dụ: G02 X1200 Y300
G11
- Cấu trúc lệnh: G11
- Chức năng: Bỏ dịch phôi, khi lệnh G11 thì tất cả các lệnh dịch phôi trước sẽ bị hủy bỏ.
G71
- Cấu trúc lệnh: G71 X[số] Y[số] I[số] A[số] H[số]
- Chức năng: Đột 1 loạt các điểm theo đường thẳng với góc và khoảng cách giữa các điểm xác định.
Ví dụ: G71 X20.04 Y14.03 I10 A30 H6
Sau khi thực hiện lệnh trên ta sẽ có kết quả đột 6 điểm như hình bên dưới.
Trong đó:
X,Y là tọa độ điểm đột đầu tiên
I: là khoảng cách giữa các điểm đột
A: là góc của dãy điểm đột so với trục X
H: là số điểm đột

G73
- Cấu trúc lệnh: G73 X[số] Y[số] I[số] J[số] H[số] K[số]
- Chức năng đột ma trận điểm, theo hàng trước cột sau
Ví dụ: G73 X15.38 Y10 I10 J15 H6 K3
Kết quả đột sẽ như hình bên dưới
Trong đó:
X,Y là tọa độ điểm đột đầu tiên
I: là khoảng cách giữa các vết đột theo trục X(hàng)
J: là khoảng cách giữa các vết đột theo trục Y(cột)
H: là số điểm đột theo trục X (hàng)
K: là số điểm đột theo trục Y (cột)

G74
- Cấu trúc lệnh: G74 X[số] Y[số] I[số] J[số] H[số] K[số]
- Chức năng: đột ma trận (cột trước, hàng sau)
Ví dụ: G74 X20.46 Y11.82 I10 J15 H6 K3
Kết quả sẽ như hình bên dưới

Trong đó:
X,Y: là tọa độ điểm đột đầu tiên
I: là khoảng cách giữa các điểm đột theo trục X(hàng), nếu I dương thì điểm mới sẽ có tọa độ X > tọa độ điểm cũ và ngược lại nếu I âm.
J: là khoảng cách giữa các điểm đột theo trục Y (cột), nếu J dương thì điểm mới sẽ có tọa độ Y > tọa độ điểm cũ và ngược lại nếu J âm.
H: là số điểm đột theo trục X (hàng)
K: là số điểm đột theo trục Y (cột)
G80
- Cấu trúc lệnh: G80 X[số] Y[số] L[số] A[số] S[số]
- Chức năng: đột gặm theo 1 đường thẳng với góc bất kỳ
Ví dụ: G80 X27.26 Y11.66 L40 A40 S5
Kết quả sẽ như hình dưới này

Trong đó:
X,Y: là tọa độ điểm đột đầu tiên
L: là khoảng cách từ tâm điểm đột đầu tiên đến tâm điểm đột cuối cùng
A: là góc của đường gặm so với trục X
S: là khoảng cách giữa 2 điểm đột gần nhất
G81
- Cấu trúc lệnh: G81 X[số] Y[số] R[số] A[số] B[số] S[số]
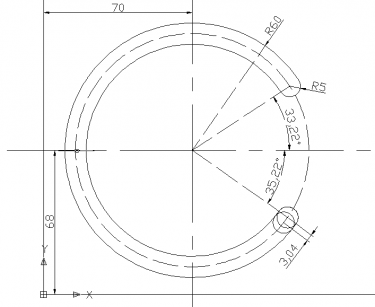
- Chức năng: là lệnh đột gặm theo cung tròn, biết góc bắt đầu, góc kết thúc và khoảng cách giữa 2 điểm gần nhất.
Ví dụ: N2 G081 X50 Y50 R25 A35 B331 S3
Kết quả sẽ như hình bên dưới

Trong đó:
X,Y là tâm của cung tròn
R: là bán kính cung tròn
A: là góc
B: là góc
Nếu góc A > góc B thì máy đột sẽ đột gặm từ A sang B và ngược lại.
S: là khoảng cách giữa 2 điểm đột gần nhất.
LỆNH ĐỔI TOOL T
- Cấu trúc lệnh: T[số]
- Chức năng: đổi vị trí chày cối
Ví dụ: T12 thì sẽ đổi sang tool 12
Lưu ý: lệnh này có thể nằm cùng 1 dòng với bất kỳ lệnh nào khác
Ví dụ: G01 X200 Y100 T21
LỆNH ĐỔI GÓC TOOL C
- Cấu trúc lệnh: C[số]
- Chức năng: Thay đổi góc của tool (trục C)
Ví dụ: C30 thì sẽ đổi góc trục C sang 30 độ
Lưu ý: Lệnh này có thể nằm cùng 1 dòng với bất kỳ lệnh nào khác
Ví dụ: G02 X20 Y30 T1 C45
- Cách tính góc trục C và chiều dương của trục C

Qua hình ảnh bên trên có thể thấy rằng chiều dương là chiều ngược kim đồng hồ. Vị trí góc = 0 độ là vị trí nằm ngang chiều X (âm). Hệ tọa độ trên là hệ tọa độ phôi.
LỆNH X
- Cấu trúc lệnh: X[số]
- Chức năng: đưa bàn máy đến tọa độ X nào đó trên trục X
Ví dụ: X200 thì bàn máy sẽ di chuển đến vị trí trên trục X là 200, khi di chuyển xong máy đột không thực hiện đột.
LỆNH Y
- Cấu trúc lệnh: Y[số]
- Chức năng: Đưa bàn máy đến tọa độ Y nào đó trên trục Y
Ví dụ: Y1000 thì bàn máy sẽ di chuyển đến vị trí trên trục Y là 1000, khi di chuyển xong máy đột không thực hiện đột.
LỆNH N
- Cấu trúc N[số]
- Chức năng: Xác định vị trí dòng lệnh (không áp dụng cho chức năng MDI)
Ví dụ: N12 G05
Tức là lệnh G05 là dòng lệnh thứ 12.