HƯỚNG DẪN TẬP LỆNH G-CODE MÁY ĐỘT AMADA
Hướng dẫn sử dụng các lệnh Gcode máy đột Amada
Máy đột Amada có 13 mã lệnh Gcode: G25, G27, G28, G36, G37, G50, G66, G67, G68, G69, G70, G72, G90.
Ngoài ra cấu trúc lệnh của phần mềm máy đột Nisshibo TP controllercòn hỗ trợ 1 số lệnh rút gọn như X, Y, T
G25
- Cấu trúc lệnh: G25 X[số]
Ví dụ: G25 X500
Trong đó:
X là quãng đường muốn chuyển kẹp
-
- Chức năng: Chuyển kẹp (dịch tọa độ)
G27
- Cấu trúc lệnh: G27 X[số]
Ví dụ: G27 X300
- Chức năng: Cũng là lệnh chuyển kẹp như G25
G28
- Cấu trúc lệnh: G28 I[số] J[số] K[số]
- Chức năng: Đột 1 loạt các điểm theo đường thẳng với góc bất kỳ
- Trong đó:
- I là khoảng cách giữa 2 điểm đột gần nhất
- K là số điểm cần đột
- J là góc của đường thẳng (tạo bởi dãy điểm đột) so với trục X
- Ví dụ:
X68.93Y36.3
G28I20.J-154.K3
Như trong ví dụ: X68.93 Y36.3 là lệnh đột tại vị trí X68.93, Y36.3, lệnh này đồng thời lấy điểm X68.93 Y36.3 làm điểm nội suy cho lệnh sau.
Cụ thể lệnh G28 sẽ lấy điểm này làm điểm nội suy. Trong ví dụ K= 3 (tức là đột 3 điểm ).
Lệnh G28 sẽ nội suy ra điểm đột đầu tiên cách tọa độ nội suy (X68.93 Y36.3) một khoảng cách I = 20.
Kết quả:

G36
- Cấu trúc lệnh: G36 I[số] P[số] J[số] K[số]
- Chức năng: Đột sàng (đột ma trận ) hàng trước cột sau
Trong đó:
- I là khoảng cách giữa các cột, I>0 thì tọa độ cột tăng dần, I<0 thì tọa độ cột giảm dần.
- P là số xác định số cột. Cụ thể số cột = P +1
- J là khoảng cách giữa các hàng, J>0 thì tọa độ hàng tăng dần và ngược lại.
- K là 1 số xác định số dòng. Cụ thể số dòng = K +1
Ví dụ:
X98.Y70.
G36I-17.P4J-25.K2
Như trong ví dụ bên trên, X98.Y70. Là lệnh đột điểm, đồng thời lệnh này cài luôn tọa độ nội suy cho lệnh sau là X90 Y70.
Như vậy G36 sẽ có tọa độ nội suy là X = 98. Y= 70.
Lệnh G36 không xuất ra lệnh đột tại điểm nội suy, vì vậy cần dùng X98 Y70 làm lệnh cài điểm nội suy đồng thời đột luôn tại ví trí đầu tiên.
Kết quả:

G37
- Cấu trúc lệnh: G37 I[số] P[số] J[số] K[số]
- Chức năng: Đột sàng (Đột ma trận) Cột trước hàng sau
Trong đó:
- I là khoảng cách giữa các cột, I>0 thì tọa độ cột tăng dần, I<0 thì tọa độ cột giảm dần.
- P là số xác định số cột. Cụ thể số cột = P +1
- J là khoảng cách giữa các hàng, J>0 thì tọa độ hàng tăng dần và ngược lại.
- K là 1 số xác định số dòng. Cụ thể số dòng = K +1
- Ví dụ:
X30 Y20
G37 I17 P4 J25 K2
Lệnh G37 cũng tương tự G36 nhưng kiểu chạy theo cột trước dòng sau.
Kết quả:

G50
- Cấu trúc lệnh: G50
- Chức năng: Về vị trí kẹp phôi
G66
- Cấu trúc lệnh: G66 I[số] J[số] P[số] Q[số] D[số]
- Chức năng: Đột 1 đường thẳng với dao chữ nhật với góc bất kỳ, với khoảng chừa 2 đầu.
Trong đó:
- I là tổng độ dài đường cần đột
- J là góc của đường đột so với trục x
- P là độ rộng dao đột (dấu -/+)
- Q là độ cao dao đột (dấu -/ +)
- D là khoảng chừa 2 đầu.
Ví dụ 1 (P>0 và Q>0):
G72X70.96Y60.57
G66I60.J-140.P10.Q5.D0C40.
Như trên ví dụ: G72 X70.96 Y60.57 là lệnh lấy điểm nội suy cho lệnh G66.
Vì P >0 và Q > 0 nên hàng đột sẽ nằm về phía thuận chiều kim đồng hồ so với điểm nội suy G72. Nếu P< 0 và Q< 0 thì hàng đột sẽ nằm về phía ngược chiều kim đồng hồ so với điểm nội suy G72 xem ví dụ 2.
Kết quả:

Ví dụ 2 (P <0 và Q<0):
G72X70.96Y60.57
G66I60.J-140.P-10.Q-5.D0C40.
Kết quả:

G67
- Cấu trúc lệnh: G67 I[Số] J[số] P[số] Q[số]
- Chức năng: Đột hình chữ nhật
Trong đó :
- I là độ rộng hình chữ nhật, I > 0 thì hình chữ nhật hướng về phía X dương và ngược lại.
- J là đột cao hình chữ nhật , J > 0 thì hình chữ nhật hướng về phía Y dương và ngược lại.
- P là độ rộng dao đột
- Q là độ cao dao đột
Ví Dụ:
G72 X30 Y20
G67 I50 J30 P9 Q9
Như trong ví dụ, G72 là lệnh lấy điểm nội suy cho G67, Điểm nội suy là 1 góc của hình chữ nhật.
Kết quả:

G68
- Cấu trúc lệnh: G68 I[số] J[số] K[số] P[số] Q[số]
- Chức năng: Lệnh đột chung tròn
Trong đó:
- I là bán kính nội suy của đường tròn – Gọi là đường tròn nội suy C có bán kính I
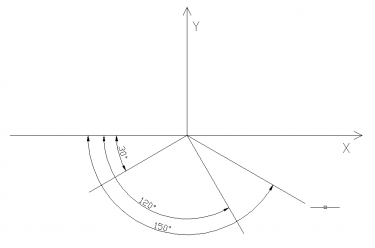
- J là góc của điểm đột đầu tiên
- K là góc của điểm đột cuối cùng
- P đường kính dao, nếu P>0 thì đường tròn đột sẽ nằm ngoài biên đường tròn C (tức là ở phía xa tâm), nếu P<0 thì đường tròn đột sẽ nằm trong biên đường tròn C (tức là ở phía gần tâm).
- Q là khoảng cách 2 tâm đột gần nhất.
Tâm của đường tròn được lấy theo tọa độ của lệnh trước nó, thường dùng G72 X[Số] Y[số]
Ví dụ:
G72X70Y68
G68I60.J33.22K291.57P-10.Q3.04
Như trong ví dụ: G72 X70 Y68 là lệnh gán vị trí nội suy là X70, Y68. Các lệnh sau nó sẽ dùng vị trí X70, Y68 để nội suy. Cụ thể lệnh G68 sau đó sẽ dùng X70 Y68 làm tâm của đường tròn.
Kết quả chạy ví dụ như sau:

G69
- Cấu trúc lệnh: G69 I[số] J[số] P[số] Q[số]
- Chức năng: Đột 1 đường thẳng với góc bất kỳ bằng dao tròn
Trong đó:
- I là khoảng cách giữa điểm đột cuối cùng và điểm đột đầu tiên của đường thẳng.
- J là góc của đường đột so với trục X
- P là đường kính dao đột, nếu P = 0. Thì tâm của điểm đột đầu tiên sẽ rơi vào tọa độ nội suy hiện tại.
- Q là khoảng cách giữa 2 điểm đột gần nhất.
Ví dụ:
G72X91.81Y52.86
G69I70.J-152.P0.Q2.8
Như trong ví dụ bên trên, lệnh G72 X91.81 Y52.86 là lệnh cài điểm nội suy cho lệnh G69.
Nhưng do trong lệnh G69, P= 0 nên tọa độ điểm đột đầu tiên rơi vào vị trí X,Y nội suy của lệnh G72 luôn.
Và kết quả như bên dưới:

Đối với trường hợp P của lệnh G69 lớn hơn hoặc nhỏ hơn 0 (không). Thì sẽ có sự khác biệt lớn, Cụ thể như sau:
Ví dụ cho P> 0
G72 X30 Y35
G69 I50 J30 P10 Q3.125
Xem kết quả như hình bên dưới, với P >0 thì đường đột sẽ nằm về phía ngược chiều quy của đồng hồ so với điểm nội suy G72 X30 Y35.
Ví dụ cho P <0
G72 X30 Y35
G69 I50 J30 P-10 Q3.125
Xem kết quả như hình dưới, với P < 0 thì đường đột sẽ nằm về phía thuận chiều quay đồng hồ so với điểm nội suy G72 X30 Y35.

G70
- Cấu trúc lệnh: G70 X[số] Y[số]
- Chức năng: Chạy máy đến tọa độ X,Y không đột
Ví dụ:
G70 X200 Y300
G72 X300 Y500 T2 C3
G72
- Cấu trúc lệnh: G72 X[số] Y[số]
- Chức năng: Lệnh cài tọa độ nội suy, lệnh này không khiến máy chạy theo tọa độ X,Y mà chỉ cài vị trí nội suy để thực hiện các lệnh nội suy đứng sau nó ví dụ như G28, G36, G37, G66, G67, G68, G69.
Ví dụ:
G72 X30 Y20
G90
- Cấu trúc lệnh: G72 X[số] Y[số]
- Chức năng: Lệnh chạy tọa độ X,Y có đột
Ví dụ:
G90 X300 Y200
G90 X230 Y420 T3
LỆNH ĐỔI TOOL T
- Cấu trúc lệnh: T[số]
- Chức năng: đổi vị trí chày cối
Ví dụ: T12 thì sẽ đổi sang tool 12
Lưu ý: lệnh này có thể nằm cùng 1 dòng với các lệnh khác, trừ (G72, G50, G25, G28, G92).
Ví dụ: X200 Y100 T21
LỆNH ĐỔI GÓC TOOL C
- Cấu trúc lệnh: C[số]
- Chức năng: Thay đổi góc của tool (trục C)
Ví dụ: C30 thì sẽ đổi góc trục C sang 30 độ
Lưu ý: Lệnh này có thể nằm cùng 1 dòng với các lệnh khác trừ (G72, G50, G25, G28, G92).
Ví dụ: G70 X20 Y30 T1 C45
LỆNH X
- Cấu trúc lệnh: X[số]
- Chức năng: đưa bàn máy đột đến tọa độ X nào đó trên trục X (có đột)
Ví dụ: X200 thì bàn máy sẽ di chuển đến vị trí trên trục X là 200
LỆNH Y
- Cấu trúc lệnh: Y[số]
- Chức năng: Đưa bàn máy đến tọa độ Y nào đó trên trục Y (có đột)
Ví dụ: Y1000 thì bàn máy sẽ di chuyển đến vị trí trên trục Y là 1000